1. RFID生產制程管理項目簡介
1.1. 項目背景和目的
隨著經(jīng)濟的全球化發(fā)展趨勢,和越南,印度等發(fā)展中國家加入世界制造工廠的競爭行列,傳統(tǒng)密集型加工制造業(yè),尤其是紡織業(yè)的單品加工利潤越來越低,為提升企業(yè)的整體利潤率,優(yōu)化企業(yè)管理流程,通過信息化改造來提升生產效率成為有效的手段之一。
在服裝加工業(yè)的生產流程中,大部份生產模式都以執(zhí)扎生產模式或單件流生產模式為主。此類型流水作業(yè)生產線模式的最大缺點是常在某個工序積壓半制成品,如果工序繁復且生產環(huán)節(jié)多,則此類現(xiàn)象更加嚴重,結果是削弱了管理人員對生產周期的預測、控制及應變能力。已愈來愈難以應付定單規(guī)格多,且交貨期短的市場要求。
解決上述問題,基于RFID技術的生產制程管理系統(tǒng)成為有效方案之一。通過RFID技術的采用,為生產管理者提供生產線任一工序環(huán)節(jié)的“實時數(shù)據(jù)”,幫助工廠實現(xiàn)生產過程中半成品工序,成品工序的計量和倉儲的出入庫管理的自動化和信息化集成,通過與工廠已有ERP系統(tǒng)的結合,使工廠的管理者及采購,物流等部門能夠實時監(jiān)控任一訂單的生產情況,為生產排期,物料采購,海關報關及物流運輸?shù)拳h(huán)節(jié)提供調度依據(jù)。
此外該系統(tǒng)的一個新穎的應用是采購商可以通過登錄ERP系統(tǒng),查詢自己的訂單的生產情況,由此增加制造企業(yè)在供應商對企業(yè)生產管控能力考查時的優(yōu)勢。
廣西鞋業(yè)在2008年度開始采用RFID應用進行了生產制程控制,目前主要包括兩個環(huán)節(jié)的應用:
1) 在裁斷,針車,大底等半成品工序,當某個生產班組生產完一定數(shù)量的半成品后,要求將其放置到指定的半成品區(qū)供下一工序領用。在RFID集成應用中流程為操作員工將規(guī)定數(shù)量半成品放置在周轉箱內,并在周轉箱上掛上存儲有批次信息的RFID標簽(計量卡),同時操作的工人身上佩帶稱為班組卡的具有本組標識的RFID標簽,當通過半成品區(qū)的RFID計量系統(tǒng)時,RFID系統(tǒng)自動識別計量卡和班組卡,并將數(shù)據(jù)實時導入給ERP系統(tǒng)。
2) 在成型流水線的最后階段某個工位,有制定操作員負責將存儲有生產批次信息的RFID標簽放置在裝有成品的包裝盒內,在最后一個工序通過傳送機構傳送給成品庫進行入庫,在傳送機構末端(成品庫入口)裝有RFID系統(tǒng),自動識別RFID標簽并將批次信息和數(shù)量統(tǒng)計導入ERP系統(tǒng)。
通過上述系統(tǒng)的采用,實現(xiàn)各工序計量的自動化,以及生產報表的自動生成,實現(xiàn)生產的平衡化管理,追求作為整體作業(yè)的效率而非個人產量。工序與工序間的半制品實現(xiàn)緊密交接,防止因為某一工序的阻滯而影響生產上其它工序的運作,同時也嚴格控制了各環(huán)節(jié)半制品的存量,實現(xiàn)整體生產上的工位安排、設備產能優(yōu)化的流暢。
1.2. 定義
RFID 無線射頻識別技術(Radio Frequency Identification ),射頻識別技術是一項利用射頻信號通過空間耦合(交變磁場或電磁場)實現(xiàn)無接觸信息傳遞并通過所傳遞的信息達到識別目的的技術。射頻識別系統(tǒng)通常由電子標簽(射頻標簽)和閱讀器組成。電子標簽內存有一定格式的電子數(shù)據(jù),常以此作為待識別物品的標識性信息。應用中將電子標簽附著在待識別物品上,作為待識別物品的電子標記。閱讀器與電子標簽可按約定的通信協(xié)議互傳信息,通常的情況是由閱讀器向電子標簽發(fā)送命令,電子標簽根據(jù)收到的閱讀器的命令,將內存的標識性數(shù)據(jù)回傳給閱讀器。
EPC碼 電子標簽內存儲的一定格式的數(shù)據(jù),在接收到讀寫設備指令后電子標簽將該數(shù)據(jù)以無線方式發(fā)送給讀寫設備,該數(shù)據(jù)可根據(jù)用戶用于需求改寫。
ERP 廠商使用的專業(yè)廠商提供或者自行開發(fā)的生產管理軟件系統(tǒng)。
計量卡 用于計量生產單品數(shù)量的RFID標簽。通常根據(jù)生產批次的變更寫入不同EPC數(shù)據(jù)。
班組卡識別不同班組/工序的RFID標簽,一般是唯一的,并且在編碼上與計量卡有區(qū)別。
2. 方案設計
根據(jù)廣西鞋業(yè)RFID制程管理系統(tǒng)一期 實施的需求,二期的需求沒有太大變化,主要包括如下:
? 生產看板系統(tǒng)
? 半成品的計量
? 成型線(入倉)的計量
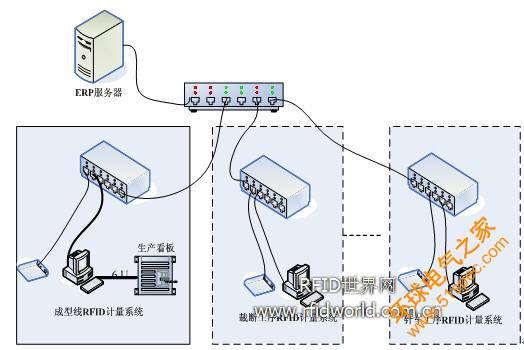
圖1 RFID生產制程管理功能簡圖
因為在一期的項目實施中,問題主要集中在硬件設備和數(shù)據(jù)采集階段,而數(shù)據(jù)的處理,報表生成等ERP功能沒有太大問題,并且該部分主要由廠方完成,因此在此方案中對ERP相關的數(shù)據(jù)處理流程沒有做描述,主要集中在硬件改造上。
2.1. 生產看板
略。
2.2. 半成品線計量方案
在裁斷,大底,針車等工序,傳統(tǒng)管理方法都是通過手工統(tǒng)計每個班組的產量,存在如下問題:
生產效率低下:主要原因是管理上缺乏嚴格意義的量化,生產調度缺乏計劃性,設備使用率較低,人員安排不合理。
監(jiān)管失控:當生產出現(xiàn)遲滯時未能在短時間內發(fā)出預警通知,生產線內員工表現(xiàn)參差缺乏數(shù)據(jù)量度,嚴重影響生產進度。
缺乏足夠的用于分析的數(shù)據(jù):目前工廠已使用各類ERP系統(tǒng),但是目前ERP系統(tǒng)在數(shù)據(jù)采集上,尤其是生產數(shù)據(jù)采集上都存在問題,數(shù)據(jù)往往有偏差且滯后。進而影響ERP系統(tǒng)的效能。
在廣西鞋業(yè)的RFID生產制程管控一期實施中,使用了RFID技術進行各工序的計量。其方案如下:在半成品區(qū)前面有RFID計量系統(tǒng),系統(tǒng)的RFID讀寫設備與計算機通過以太網(wǎng)連接。當某個班組完成一定數(shù)量的半成品加工后,將規(guī)定數(shù)量半成品放置在半成品周轉箱內,并在箱上掛計量卡(每張標簽代表一定批次及數(shù)量),執(zhí)行周轉操作的員工同時佩帶班組卡,在經(jīng)過RFID計量系統(tǒng)進入半成品區(qū)時,操作員工首先通過門型計量系統(tǒng),確認RFID讀寫設備識別到班組卡后,再回來拖動周轉箱通過統(tǒng)計門,RFID讀寫設備識讀所有批量卡。讀寫設備連接的計算機將識讀的班組卡和計量卡信息按對應關系上傳給ERP管理系統(tǒng)。

圖2 半成品區(qū)RFID計量系統(tǒng)(一期)
RFID生產制程管控一期實施中發(fā)現(xiàn)了若干問題:
1:門型計量系統(tǒng)結構設計問題,導致RFID讀寫設備天線方向無法調節(jié),無法實現(xiàn)有效的讀取效果。
2:門型計量系統(tǒng)結構設計簡單,讀寫設備的網(wǎng)線和電源線綁在門框上,不正規(guī)且存在隱患。
3:原有流程中需要操作員工先持班組卡通過計量系統(tǒng),然后再拖周轉箱通過,兩次都要 到電腦前確認讀卡結果,工作效率非常低。
4:原有軟件流程問題,每次讀取班組卡后將后面的識讀到的計量卡全部記錄為該班組的數(shù)量,后面的其他班組進行計量時,如果在刷班組卡前不小心被讀取到周轉箱的計量卡,則該數(shù)據(jù)被統(tǒng)計為前一組的數(shù)量。
在該項目二期的實施中,根據(jù)一期發(fā)現(xiàn)的問題和缺陷,在硬件上進行了一系列改進:
1:門型計量系統(tǒng)的結構重新設計,較之前更加堅固,美觀。

2:門型計量系統(tǒng)增加天線方向調節(jié)機構,使識讀效率更高。

3:讀寫設備的以太網(wǎng),電源走線隱藏在結構內,更安全,美觀。
4:增加指示看板,顯示班組卡序號以及識讀到的批量卡數(shù)量。
同時指示當前是否有效識讀時間。

5:完善軟件流程,操作員佩帶組別卡同周轉箱可同時通過計量系統(tǒng),同時在軟件流程上防止出項錯誤計量。基本流程如下:
在設計中,提供三個指示燈:識讀燈,操作燈和故障燈
綠色識讀燈亮起時表示可以進入識讀區(qū)進行計量操作。
黃色操作燈亮起時表示當前正在進行某個班組卡的計量,阻止其他班組卡進入。
紅色故障燈指示故障,如識讀區(qū)內同時存在兩張班組卡等情況。
在軟件設計中,對讀取到班組卡而無計量卡,有計量卡無班組卡等各類意外均應該設計處理機制。
2.3. 成型線計量方案
在工廠的生產線工序流程中,成型線的末端連接一個機械傳送機構,該機構將成型線完成的成品傳送到成品倉庫。在傳統(tǒng)的流程中使用人工統(tǒng)計數(shù)量,但實際情況中同一天的生產可能有不同批次的成品交替,甚至有返工的批次摻雜在常規(guī)批次中,因此經(jīng)常發(fā)生統(tǒng)計錯誤。該流程的信息化改造有使用條碼掃描方案,但是因為同一批次中同規(guī)格鞋子的條碼一般相同,因此使用條碼可能發(fā)生多次掃描以及漏掃的情況。在一期的RFID生產制程管控方案中使用RFID技術來實現(xiàn)計量統(tǒng)計。
在一期的實施方案中,傳送機構的尾端(即倉庫入口)放置一臺RFID讀寫設備,在成型線的配對工位,操作員在每雙成品盒內放置一個存儲有批次及計量信息的計量卡,在成品被傳送到傳送機構末端后,RFID設備識讀到批次卡實現(xiàn)計數(shù)統(tǒng)計,同時將數(shù)據(jù)傳送給ERP系統(tǒng)進行報表等處理。

在一期的實施中出現(xiàn)如下不足:
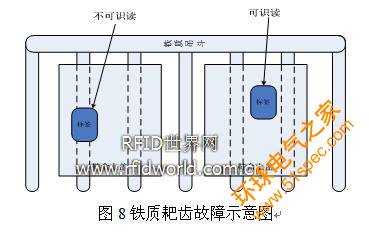
1:傳送機構的吊斗為鐵質耙齒,而原有流程中會放置在鞋盒的底部,計量卡會有一定概率貼在耙齒上,因鐵質背景對RFID標簽的固有影響造成無法識讀,導致漏讀現(xiàn)象。

2:讀寫器安裝位置不合適,無法調節(jié)到最有讀取效果。
3:讀寫設備的走線不正規(guī),存在安全隱患。
在二期的方案中,根據(jù)上述情況進行了改進:
1:鐵質耙齒改為塑料等材質,或者在耙齒上加裝1.5厘米的塑料或玻璃鋼材質。
2:讀寫設備安裝結構重新設計,天線角度可調。
3:規(guī)范電源線,網(wǎng)線的走線。
1


