發布日期:2022-04-27 點擊率:128 品牌:恩艾_NI
1 前言
焊接作為現代制造業必不可少的工藝,在材料加工領域一直占有重要地位。焊接是一個涉及到電弧物理、傳熱、冶金和力學等各學科的復雜過程,其涉及到的傳熱過程、金屬的融化和凝固、冷卻時的相變、焊接應力和變形等是企業制造部門和設計人員關心的重點問題。焊接過程中產生的焊接應力和變形,不僅影響焊接結構的制造過程,而且還影響焊接結構的使用性能。這些缺陷的產生主要是焊接時不合理的熱過程引起的。由于高能量的集中的瞬時熱輸入,在焊接過程中和焊后將產生相當大的殘余應力和變形,影響結構的加工精度和尺寸的穩定性。因此對于焊接溫度場合應力場的定量分析、預測有重要意義。
傳統的焊接溫度場和應力測試依賴于設計人員的經驗或基于統計基礎的半經驗公式,但此類方法帶有明顯的局限性,對于新工藝無法做到前瞻性的預測,從而導致實驗成本急劇增加,因此針對焊接采用數值模擬的方式體現出了巨大優勢。
ANSYS作為世界知名的通用結構分析軟件,提供了完整的分析功能,完備的材料本構關系,為焊接仿真提供了技術保障。文中以ANSYS為平臺,闡述了焊接溫度場仿真和熱變形、應力仿真的基本理論和仿真流程,為企業設計人員提供了一定的參考。
2 焊接數值模擬理論基礎
焊接問題中的溫度場和應力變形等最終可以歸結為求解微分方程組,對于該類方程求解的方式通常為兩大類:解析法和數值法。由于只有在做了大量簡化假設,并且問題較為簡單的情況下,才可能用解析法得到方程解,因此對于焊接問題的模擬通常采用數值方法。在焊接分析中,常用的數值方法包括:差分法、有限元法、數值積分法、蒙特卡洛法。
差分法:差分法通過把微分方程轉換為差分方程來進行求解。對于規則的幾何特性和均勻的材料特性問題,編程簡單,收斂性好。但該方法往往僅局限于規則的差分網格(正方形、矩形、三角形等),同時差分法只考慮節點的作用,而不考慮節點間單元的貢獻,常常用來進行焊接熱傳導、氫擴散等問題的研究。
有限元法:有限元法是將連續體轉化為由有限個單元組成的離散化模型,通過位移函數對離散模型求解數值解。該方法靈活性強,適用范圍廣,因此廣泛地應用于焊接熱傳導、焊接熱彈塑性應力、變形和焊接結構的斷裂分析等領域。
數值積分法:該方法采用辛普生法則等方式對很難求得原函數的問題進行積分求解,通過該方法避免了求解復雜的原函數問題,同時使用較少的點即可獲得較高的精度。
蒙特卡洛法:該方法基于隨機模擬技術,對隨機過程的問題進行原封不動的數值模擬。
焊接模擬通常基于以上幾種理論對焊接熱傳導、熱彈塑性應力等問題進行模擬,而合理的選擇熱源函數和計算焊后應力等問題則需要設計人員選擇合適的數學模型。
2.1 焊接數值模擬常用熱源模型
焊接熱過程是影響焊接質量和生產率的主要因素之一,因此焊接熱過程的準確模擬,是準確進行焊接應力變形分析的前提。早期對于焊接熱過程的解析,前人做了大量的理論研究工作,提出了多種熱源分布模型:
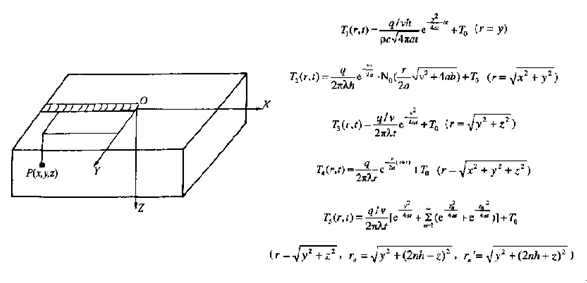
集中熱源:Rosenthai-Rykalin公式
該方法作為典型的解析方法,認為熱源集中于一點,此方式僅對于研究區域遠離熱源時較為適用,同時此方法無法描述熱源的分布規律,對于熔合區和熱影響區影響較大。
平面分布熱源:高斯分布熱源、雙橢圓分布熱源
高斯分布熱源
高斯熱源分布假設焊接熱源具有對稱分布的特點,在低速焊接時,效果良好,焊接速度較高時,熱源不再對稱分布,誤差較大。此方法適合于電弧挺度較弱及電弧對熔池沖擊較小的情況。
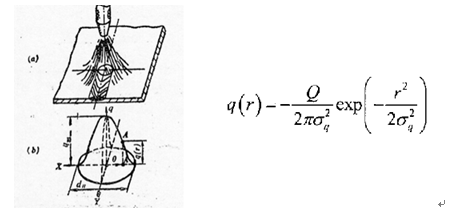
高斯分布雖然給出了熱源分布,但沒有考慮焊槍移動對熱源分布的影響。實際上,由于焊縫加熱和冷卻的速度不同,因此電弧前方的加熱區域比后方的加熱區域小。
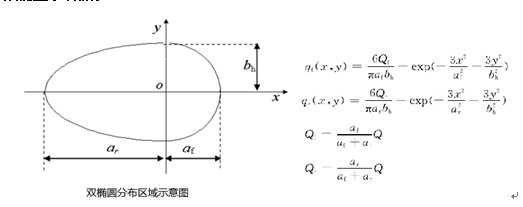
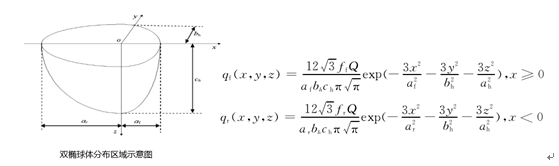
雙橢圓分布熱源
體積分布熱源:半橢球分布熱源、雙橢球分布熱源
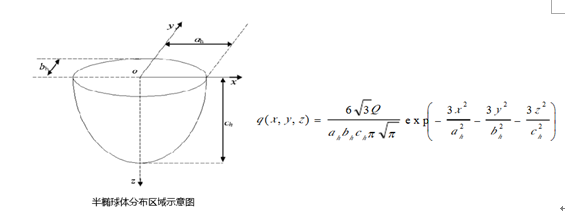
半橢球分布熱源
對于熔化極氣體保護電弧焊或高能束流焊,焊接熱源的熱流密度不光作用在工件表面上,也沿工件厚度方向作用。此時,應該將焊接熱源作為體積分布熱源。為了考慮電弧熱流沿工件厚度方向的分布,可以用橢球體模式來描述
實際上,由于電弧沿焊接方向運動,電弧熱流是不對稱分布的。由于焊接速度的影響,電弧前方的加熱區域要比電弧后方的小;加熱區域不是關于電弧中心線對稱的單個的半橢球體,而是雙半橢球體,并且電弧前、后的半橢球體形狀也不相同
雙橢球分布熱源
2.2 焊接變形模擬常用方法
由焊接產生的動態應力應變過程及其隨后出現的殘余應力和殘余變形,是導致焊接裂紋和接頭強度與性能下降的重要因素,因此針對焊接變形與殘余應力的計算發展出了以下幾種理論:
解析法:一維殘余塑變解析法
該方法以焊接變形理論為基礎,確定焊接接頭收縮的縱向塑變與焊接工藝參數、焊接條件的關系,需要大量經驗積累,此方法對規則等截面的梁型結構,較為適用
固有應變法:固有應變可以看成是殘余應力的產生源
焊接時的固有應變包括包括塑性應變、溫度應變和相變應變。焊接構件經過一次焊接熱循環后,溫度應變為零,固有應變就是塑性應變和相變應變殘余量之和。焊接時,固有應變存在于焊縫及其附近,因此了解固有應變的分布規律就能僅用一次彈性有限元計算來預測殘余應力大小及結構變形,但此方法同樣著重與焊后結構的變形,屬于近似方法,沒有考慮整個焊接傳熱過程
熱彈塑性有限元法:記錄焊接傳熱過程,描述動態過程的應力和變形
熱彈塑性有限元法首先進行焊接熱過程分析,得到焊接結構瞬態溫度場,再以此為結果,進行焊接應力和變形計算。由于該計算為非線性計算過程,因此計算量大,一般用來研究焊接接頭的力學行為,而不用來進行大型復雜結構的整體研究
3 焊接仿真案例
3.1 基于ANSYS Workbench平臺的焊接仿真
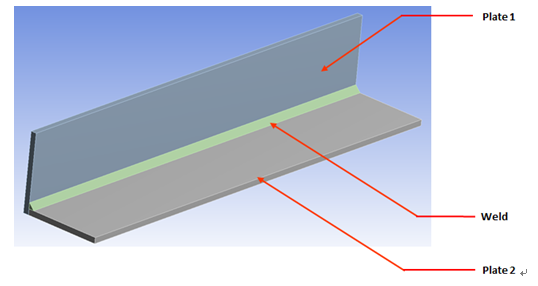
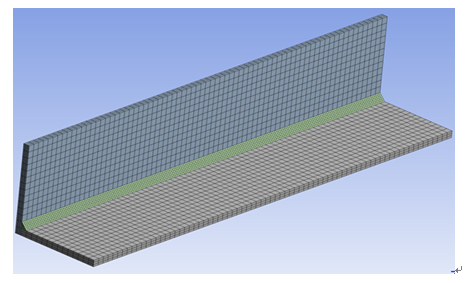
針對如下部件采用激光焊,以ANSYS Workbench為平臺,模擬該模型的溫度場變化和應力場變化情況。
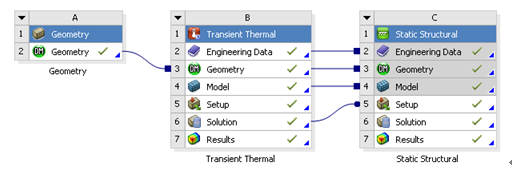
ANSYS Workbench作為統一的多場耦合分析平臺,支持數據協同,因此在Workbench中建立該焊接分析的耦合項目,如下圖所示。
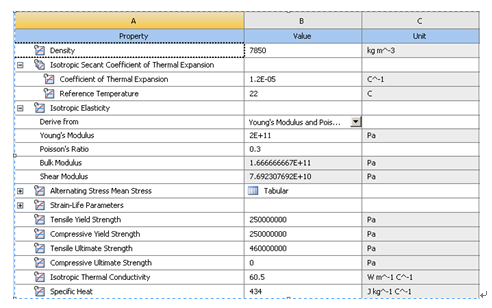
在本例中,僅以說明焊接仿真流程為例,因此材料假定為線彈性結構鋼,在EngineerData中輸入材料參數如下:
ANSYS Workbench以ANSYS Meshing為基礎對模型進行網格劃分,對于此模型中的兩個焊接件和焊縫均以六面體方式進行劃分,除此之外,軟件還提供了大量的size function、局部控制等功能,針對不同特征的幾何模型進行高質量的網格劃分。
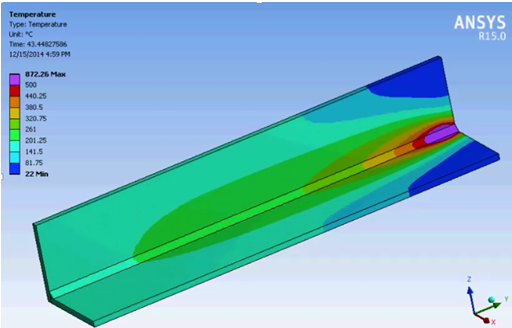
以Workbench平臺以基礎對焊接過程進行瞬態熱分析需要用到基于ANSYS Workbench開發的Moving_Heat_Flux插件。該插件嵌入在Workbench界面中,提供了以平面高斯熱源法為基礎的移動熱源分布方式,在該插件中用戶可以指定焊槍移動速度、焊接電流、功率,焊接時間等參數。除此之外,進行傳熱過程分析,還需要輸入瞬態熱分析所需的其他邊界條件如Convection等。此案例中輸入的焊接相關參數如下所示:

針對此類大規模仿真問題,建議使用HPC高性能計算,可以充分發揮計算機硬件性能,大幅度提高求解效率。最終針對該參數下的焊接瞬態熱分析結果如下:
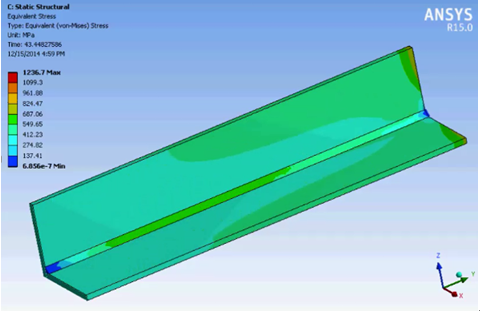
基于瞬態熱分析之上,可以進行焊后應力分析。通過前述建立的ANSYS Workbench的耦合分析流程,通過import load方式將熱分析溫度場傳遞給結構場進行應力分析。
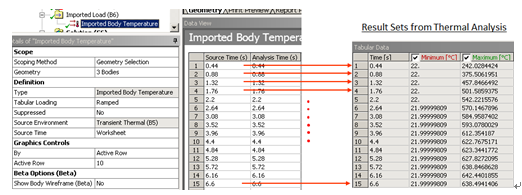
同時根據實際工況對該構件施加約束,進行應力分析,最終得到某一時刻應力云圖如下所示:
3.2 基于ANSYS經典界面的焊接仿真
如前所述,在以Workbench為平臺進行焊接仿真時存在諸多限制,例如無法選擇其他形式的熱源模型,因此用戶可以基于ANSYS經典版進行焊接仿真。基于ANSYS經典版進行焊接仿真時,可以以命令流的方式進行,將焊接參數以參數方式讀入,對于優化焊接分析,十分方便。
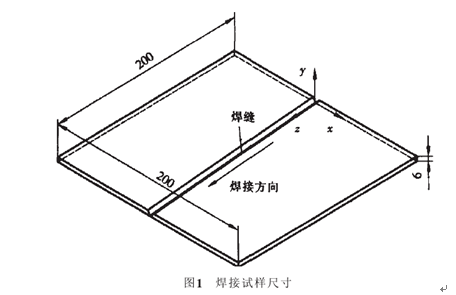
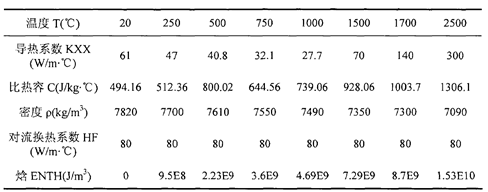
本例中,焊接溫度場模擬采用焊板尺寸為200mmX200mmX6mm,試件材料為Q235A,材料參數如下表所示。為保證焊透,兩塊鋼板開45°坡口。焊接方式采用電弧焊,焊接參數為:焊接電流180A,電弧電壓20V,焊接速度4.8mm/s,焊接熱輸入0.75kJ/mm,焊接效率η=0.825,結構與空氣的換熱系數為15W/(m^2*℃)。
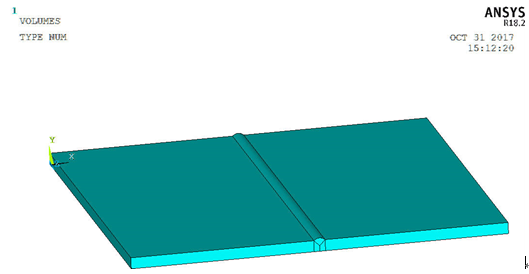
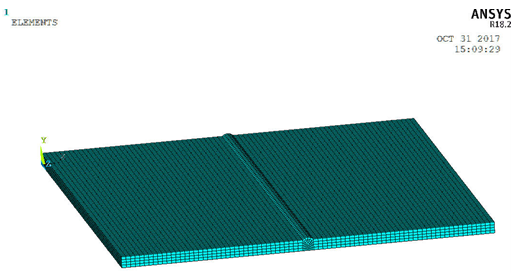
在ANSYS經典版中建立該構件的幾何模型,采用solid70,建立好的模型如下圖所示:
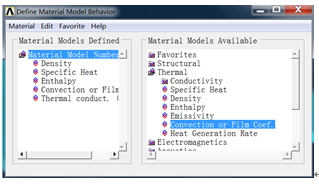
通過MP命令建立完整的材料參數表,如下圖所示:
通過esize等命令,對該模型進行局部網格控制,生成六面體網格,并達到較高的網格質量。有限元模型如下:
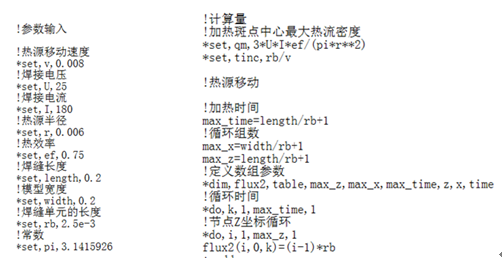
本例中同樣采用高斯熱源方式進行模擬,相關焊接工藝以參數方式表達,為后期優化提供基礎,典型的命令流如下:
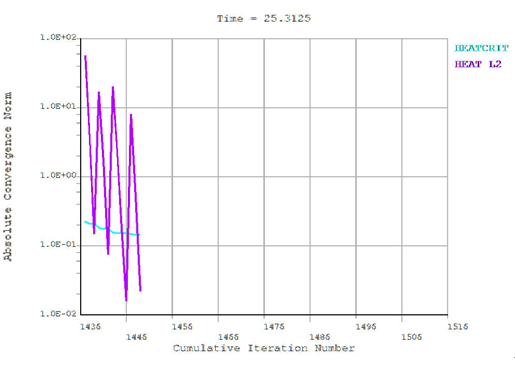
對該模型底部施加固定約束,根據APDL中設定的求解參數進行迭代計算,迭代曲線如圖所示:
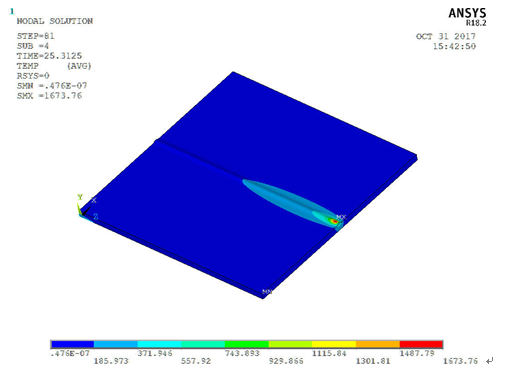
經過求解計算后可以得到該焊接件的溫度場分布云圖,如下圖提出的某時刻溫度場分布云圖:
4 總結
通過以上介紹,以ANSYS軟件為基礎可以方便的進行焊接過程的溫度場和應力場仿真,目前在Workbench中僅支持以插件的形式進行焊接仿真,并且只能考慮平面高斯熱源的熱源分布方式,如需考慮其他方式的熱源方式,需要以ANSYS經典版為基礎進行APDL編程,除此之外,用戶還可以采用生死單元的方式進行焊接仿真,需要注意的是,生死單元的方式即通過控制單元生死的方式來模擬焊縫填充過程,采用該方式可以模擬較為復雜的熱輸入情況,由于熱源分布與生死單元是兩種不同的計算方式,因此不能疊加使用。
ANSYS軟件通過完整的材料本構關系、求解能力,為焊接仿真提供了強有力的技術保障,因此設計人員可以以此進行焊接仿真,為電流、電壓等焊接工藝參數的設置提供參考依據,從而合理優化焊接工藝。
[參考文獻]
[1] 焊接數值模擬技術及其應用 汪建華
下一篇: PLC、DCS、FCS三大控
上一篇: 索爾維全系列Solef?PV


